




趣味の部屋 工房山本
ここは工房山本のホームページです。
工房山本では、木工旋盤を使用して木軸ペンを製作したり、レザークラフトなどを趣味として楽しんでいます。
また、電気通信関係の仕事をしていた経験を活かして趣味に必要な機器・道具の自作、改造なども楽しんでいます。
これらの作業の様子や日々身の回りで起きた事を、このホームページではブログ形式で掲載していきます。 ⇒今日の出来事
よろしければ時々ご訪問下さい。
-
2024.04.05
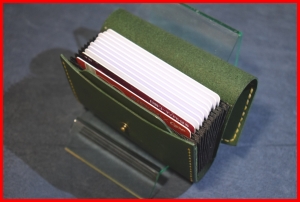
蛇腹式カードケース
蛇腹式のカードケースを作りました。 カードは10枚収容できます。 外装はクラストヌメ革のグリーンを使用し手縫いで仕上げました。内装は「じゃば -

2024.04.01
上下送りミシンの中古を入手しました
長い間続けたこのホームページも終わる事にし、ドメインもレンタルサーバーも解約手続きを済ませした。 会費が残っているので5月中旬位までは閲覧で -

2024.02.24
ダレスバッグ風ペンケース試作
久しぶりの更新です。革のかばんでダレスバックまたはドクターバックといわれているデザイン性の優れたバッグがあります。 このデザインを真似てペン -

2023.11.16
冬用タイヤに交換
広島でも最近急に寒くなりました。 明後日に広島県三次市に車で行く用事がありますが、県北では市街地でも積雪があるとの天気予報です。 なので、少 -

2023.11.14
身辺整理をしています
喜寿を迎え体力の衰えを自覚するようになり身辺整理をすることにしました。大きくて重い木工旋盤や集塵機などを自宅まで取りに来てもらえる方がありま